| En septembre 1996, après huit années d'études sur les phénomènes déterminant la qualité des amplificateurs, Lavardin Technologies inaugure son premier site de recherche et de production près du chateau médiéval de Lavardin qui inspire l'équipe en quête d'un nom pour leur création. En mars 1999, c'est à proximité de Tours que de nouveaux locaux bioclimatiques sont aménagés pour une surface totale portée à 700m2.
Notre politique continue d'investissement nous permet de nous doter des moyens nécessaires pour concevoir et construire, en France, dans notre manufacture, l'ensemble des produits Lavardin Technologies et notre laboratoire de recherche, agrandi, nous offre le confort essentiel à la maturité de grandes idées.
En 2024, nous déménagerons à nouveau ... à suivre... | 
|
Notre mission : fournir des solutions pertinentes et reconnues via de puissantes technologies de rupture que le client ne peut obtenir que de Lavardin Technologies .
Notre technologie unique d'amplification sans mémoire a ouvert la voie à de nouvelles générations d'amplificateurs de hautes performances offrant une qualité sonore jamais égalée.
Toutes les actions, les projets et les produits de l'entreprise s'articulent sur trois axes : Innovation, Valeur & Bonne Foi.
Innovation
Les technologies classiques à tubes, transistors ou numériques ont montré leurs limites.
Ne pas innover pour faire mieux serait une faute.
Lavardin Technologies s'engage résolument à découvrir et mettre en oeuvre de nouvelles techniques pour offrir une qualité toujours supérieure et dépassant toutes les attentes.
Valeur
A une époque où les objets se démodent vite, sont fabriqués dans les pays à bas coût ou ne sont parfois que des kits rapidement assemblés en Europe afin de recevoir le label "Made in ...",
Lavardin technologies s'engage à développer et construire tous ses appareils dans sa manufacture en France.
Un amplificateur Lavardin Technologies, quel que soit son age, conserve ses étonnantes qualités face à ses concurrents et naturellement une très haute et légitime valeur commerciale. En cela, la comparaison avec Steinway & Sons, Fazioli, Selmer ... n'est pas irrecevable.
Bonne Foi
Chaque appareil Lavardin Technologies a sa raison d'être, sa légitimité, sans recherche d'effet de gamme ou de fausse nouveauté.
Lavardin Technologies s'engage à ne proposer que des appareils superlatifs et reconnus comme tels qui n'ont besoin ni d'un marketing persuasif ou suggestif ni d'argumentaires fallacieux et trompeurs. |
| Conception, fabrication, qualité, RSE |
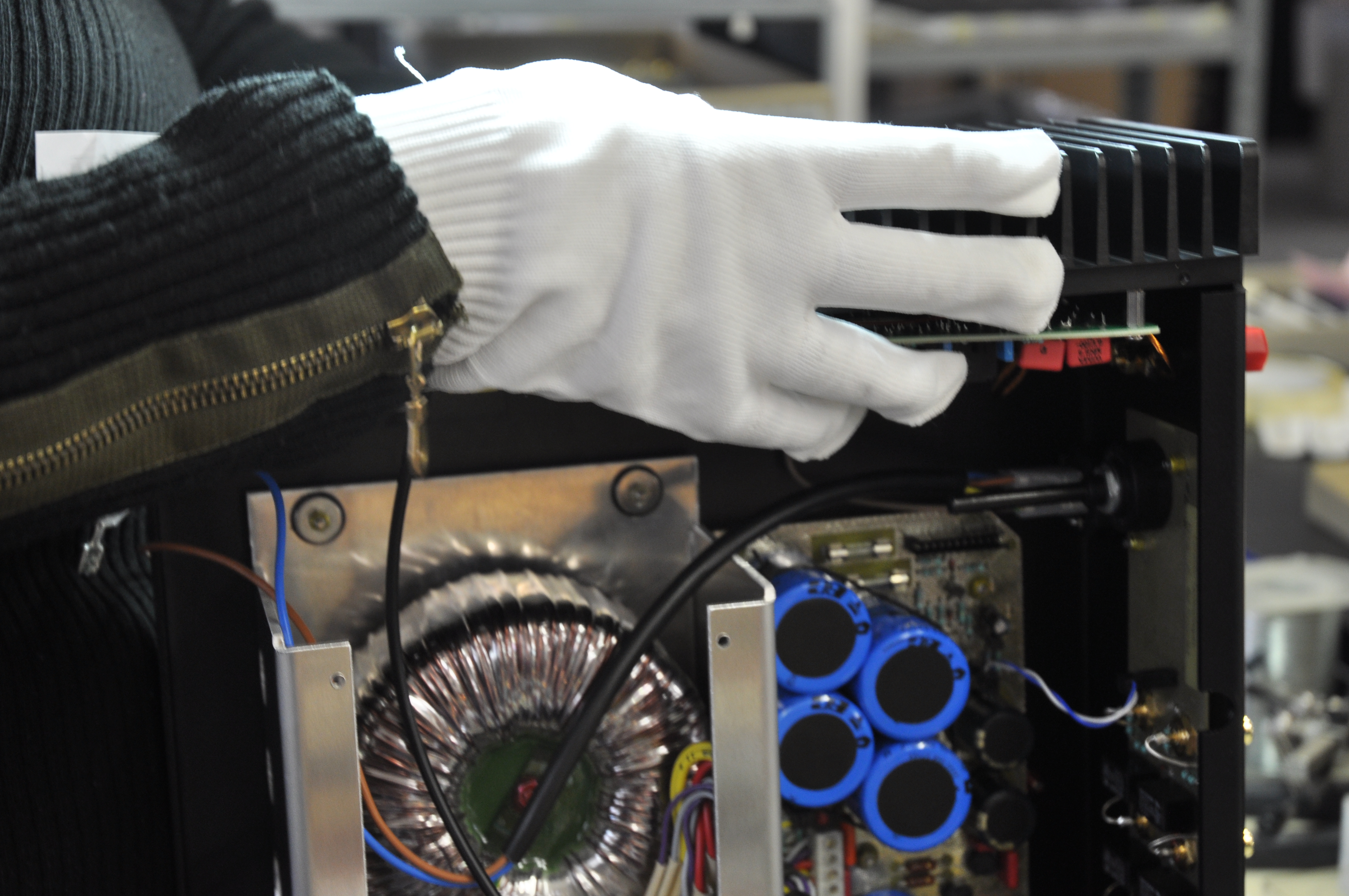
| Nous controlons l'ensemble des phases de conception et de construction en interne. C'est un facteur essentiel de maitrise de la qualité et de sa répétabilité. Chaque appareil est confiée de bout en bout à notre équipe de production où chaque personne est polyvalente et responsables à toutes les phases de la construction.
Les composants sont préformé au 1/100e de millimètre par cinq machines de précision.
Ils sont ensuite positionnés manuellement sur les cartes circuits imprimés.Les cartes sont ensuite soudées en cinématique continue sur notre machine à vague VITRONICS-SOLTEC puis controlées visuellement sous microscope stéréoscopique VISION-ENGINEERING.
Le dessin des circuits imprimés est réalisé à la main, comme une oeuvre d'art, sur station graphique; il n'existe aucun logiciel pour circuits imprimés capable de prendre en compte nos exigeances pour la réduction des sources d'effet mémoire au sein des cartes.
Les parties mécaniques des amplificateurs sont aussi l'objet d'un soin presque maniaque. Les plans d'exécution sont réalisés sur notre CAO puis les pièces sont fabriquées par les meilleurs spécialistes, chacun dans sa discipline d'excellence à proximité, à Blois, Angers, Vendôme, Chartres et Le Mans. - Tous nos coffrets sont en aluminium de haute qualité d'une épaisseur de 30/10 soit 3 millimètres.
- Ils sont formés par une presse hydraulique numérique.
- Il n'y a aucun élément en acier ou en inox dans nos appareils. Ces matériaux sont très répandus en Haute Fidélité pour des raisons de prix de revient et simplement parce que la densité de l'acier permet de présenter des appareils très imposants par leur poids (souvent faute de l'être par leur musicalité).
- Les découpes sont réalisées par fusion par faisceau laser de moyenne puissance (1Kw).
- Les radiateurs latéraux sont usinés sur centre numérique Chiron dans un profil spécifique.
- Les aillettes sont adoucies pour ne pas être coupantes.
- La coloration noire est obtenue par traitement anodique intense.
- Les faces avant ont une épaisseur de 6mm ou 10mm.
- Elles sont ébauchées dans des blocs d'aluminium puis finies sur centre d'usinage et enfin brossées avant traitement anodique.
- La structure Omega du chassis des Model IT et Model AP est obtenue par la réunion des deux radiateurs et de la face avant formant un ensemble extrêmement rigide face aux vibrations mécaniques.
- Les boutons de commande sont tournés, taraudés et fraisés puis polis manuellement à la manufacture. Ils sont ébauchés dans de la barre massive d'alliage aluminium et sont manipulés avec des gants à toutes les étapes de fabrication.
Chaque amplificateur suit un programme complet de tests :
- Certains composants sont testés avant d'être insérés.
- Les cartes terminées sont testées avant leur intégration dans le coffret.
- Avant de refermer le coffret, chaque amplificateur est testé sur tous les paramètres
- Puis le coffret est ajusté et refermé avec précision.
- Suit un test en action de 2 jours, où des cycles d'allumage, mise en puissance et d'extinction sont répétés.
- Après ce test et ce rodage, chaque amplificateur est inséré dans un système de référence pour un test d'écoute de musique en vrai grandeur.
Aucun amplificateur ne peut sortir de la manufacture sans ce test.
C'est cette garantie de résultat que nous nous imposons pour la satisfaction de tous les utilisateurs partout dans le monde.
RSE, responsabilité sociale & environnementale
- depuis 1996, nous prenons soin de notre impact et de la pérennité de nos productions
- Depuis son lancement en 1997, le Model IT, comme tous nos autres amplificateurs, reste réparable.
- En dehors des condensateurs de filtrage d'alimentation, nos amplificateurs n'utilisent aucun autre condensateur électrochimique et aucun trimer de réglage. Sans ces deux points de faiblesse connus des amplificateurs classiques, la pérennité de nos appareils devrait dépasser 60 ans.
- Nos amplificateurs sont volontairement compacts et légers. L'intensité de matériaux est anlysée pour chaque fonction dès la conception.
- Pour réduire transports et emballages intermédiaires, la production de pièces est réalisée à proximité, à Blois, Angers, Vendôme, Chartres et Le Mans.
- Nos emballage sont recyclables et utilisent le moins de matière possible. Les cartons ne sont ni blanchis, ni imprimés en couleur, ni vernis.
- Après une mauvaise expérience dans un batiment pourtant neuf, nous avons conçu notre manufacture bioclimatique à Tours pour une température intérieure qui ne dépasse jamais 23 degrés sans climatisation, tous les étés depuis 1999.
- En 2003, nous avons instauré la semaine en quatre jours pour tous au choix de chacun.
|


